




 These processes can be defined as addition or precipitation of another material on a material surface. Therefore, by combining economically certain properties of substrate and coating materials, different products are produced with desired features.
These processes can be defined as addition or precipitation of another material on a material surface. Therefore, by combining economically certain properties of substrate and coating materials, different products are produced with desired features.
Industrial application purposes of coating processes:
- Protection from corrosion (prolonging service life of products),
- Increasing the surface hardness and increasing the tribological resistance against wear (prolonging service life of products),
 Increasing conductivity (electric-electronics industry),
Increasing conductivity (electric-electronics industry),- Changing optical properties (opacity, brightness, reflection, absorption etc.),
- Providing decorative appearance (coloring, opacity, brightness,).
Classification of coating processes (according to application methods):
- Coatings made from liquid or semi-liquid: Hot dip, thermal spray, welding etc. methods,
- Coatings made from solution: Electrolytic coating, chemical reduction coating, chemical coating, sol-gel method (coating thickness is generally 15-25 µm)
- Coatings made from gaseous: Chemical vapor deposition method (CVD), physical vapor deposition method (PVD) and other plasma-supported coatings.
COATING TYPES:
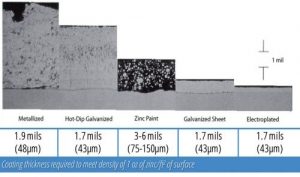 Zinc Coating: It is a flexible coating applied to protect metals from corrosion. Zinc coating methods: Metallization, hot dip galvanization, zinc painting, electro-plated. Hot dip galvanization on steel is commonly used.
Zinc Coating: It is a flexible coating applied to protect metals from corrosion. Zinc coating methods: Metallization, hot dip galvanization, zinc painting, electro-plated. Hot dip galvanization on steel is commonly used.
The required value of the coating thickness is determined by wall-thickness of the substrate materials in accordance with EN ISO 1461 standard. The producers and sellers are responsible for verifying the products, complying with their coating thickness values given in the standard.
Service life of coating is directly proportional to coating thickness. However, when coating thickness exceeds certain values, adhesion between coating and substrate materials weakens and coating materials remove easily from substrates.
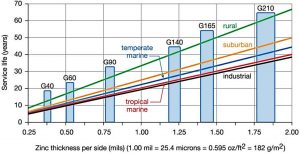
Zinc coating of 25–30 μm thickness lasts 11 years in rural, 8 years in marine and 4 years in industrial environments.
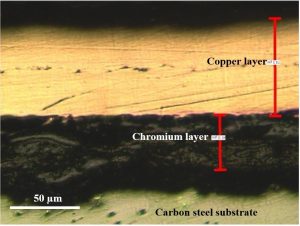
Nickel/Chrome Coating: Polished chrome plating, black chrome plating and hard chrome plating.
Nickel is coated on chrome-coated steel to provide corrosion protection, abrasion and high temperature resistance and decorativeness. For an effective wear resistance, a hard chrome layer here must be at least 13 μm. Hard chrome plating is applied on the surfaces of machine elements such as gages, rings, drive shafts, hydraulic cylinders, gears, pins, valves, various molds and pressure plates that require high resistance to corrosion, chemicals, high temperature, and wear.
Tin Coating: It is ductile, non-toxic and easy to coat and provides corrosion resistance. It is commonly used for canned food, copper kitchenware, electronic devices.
Phosphate Coating: It is applied on steel and cast iron. Iron phosphate and zinc phosphate coatings are used for lining, while manganese phosphate coating is used to increase corrosion resistance, high pressure and temperature resistance, and to provide a lubricating feature. Manganese phosphate coating absorbs protective oil and makes surface slippery and prevents wear. It is widely used in weapon, automotive, gear and machinery industries.
Aluminum Coating: It is applied by hot dipping and hot spraying methods in order to reduce corrosion. The average thickness of aluminum coatings applied by hot spraying is between 75 and 200 μm. It prevents the gas turbine blades from oxidizing at high temperatures. It shows good corrosion resistance in sulphur environment in oil refineries.


 Anodic oxidation: It is oxidation of the aluminum surface (anodization). While thickness of natural oxide layer on aluminum surface is <1 μm, this is increased by 10–250 μm by anodizing process. This oxide layer absorbs paints, so is colored, and provides decorativeness for aluminum products. It provides corrosion, high temperature and wear resistance for aluminum products.
Anodic oxidation: It is oxidation of the aluminum surface (anodization). While thickness of natural oxide layer on aluminum surface is <1 μm, this is increased by 10–250 μm by anodizing process. This oxide layer absorbs paints, so is colored, and provides decorativeness for aluminum products. It provides corrosion, high temperature and wear resistance for aluminum products.
 Copper Coating: It is applied for increasing electrical conductivity, preventing corrosion, providing anti-bacterial properties and decorative appearance.
Copper Coating: It is applied for increasing electrical conductivity, preventing corrosion, providing anti-bacterial properties and decorative appearance.
Brass Coating: It is applied to increase corrosion resistance and provide decorativeness.
Lead Coating: It improves resistance to chemicals and corrosion, and is applied by hot dipping, spraying and electrolytic precipitation methods. It is used in roofing, coating of acid or oil tanks.
Precious Metal Coating: Coatings made of precious metals such as gold and silver show the products more valuable, provide decorativeness, increase corrosion resistance and conductivity.
Paints: These are generally organic materials that protect metal surfaces by isolating them from the environment and providing decorativeness. They are is commonly used due to their ease of application and economy.
COATING THICKNESS MEASUREMENT


 Coating thickness value is one of the important factors of coating quality. Thanks to this measurement, service life of coated products against corrosion, chemicals, mechanical abrasives can be determined, and electrical and thermal conductivity can be evaluated.
Coating thickness value is one of the important factors of coating quality. Thanks to this measurement, service life of coated products against corrosion, chemicals, mechanical abrasives can be determined, and electrical and thermal conductivity can be evaluated.


Thus, using of wrong materials can be prevented, and products that need to be replaced can be identified. Moreover, the producers and sellers are responsible for verifying the products, complying with their coating thickness values given in EN ISO 1461 standard.
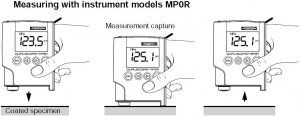
With Fischer’s DUALSCOPE(R) MP0R-FP model portable measuring device, thickness of metallic coatings, anodized, paint, varnish layers on metallic (cast iron, steel, non-ferrous metals) products can be measured non-destructively, directly, reliably and easily in a short time.
This device automatically recognizes substrate materials and measures coating thickness by selecting the appropriate test method:
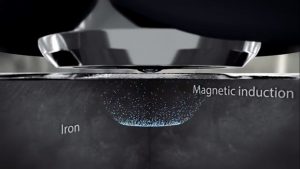
Magnetic induction method for ferro-magnetic substrate materials (Fe): EN ISO 2178, ASTM D7091,
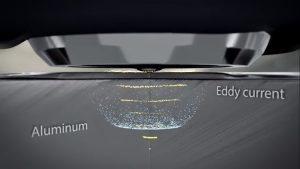
Eddy current method for non-ferro-magnetic substrate materials (NF): EN ISO 2360, ASTM D7091
Measurement thickness range (mm): 0 … 2000 μm.
Measuring speed: >70 measurements/minute
Admissible ambient temperature range during operation: 0°C … +40°C
Materials range: Iso/Fe + NFe/Fe + Iso/NFe
Iso/Fe: Iso coating on Fe.

Iso/NFe: Iso coating on NFe.
NFe/Fe: NF coating on Fe.
Fe: Ferro-magnetic metals (iron, steel)
NFe: Non-ferro-magnetic metals (aluminum, copper, zinc)
Iso: Electrically non-conducting materials with insulating properties (paint, lacquer, plastic coating)
Trueness (based on Fischer standards)


Fe:
0–75 μm: <1,5 μm
75–1000 μm: <%2
1000–2000 μm: <%3
NFe:


 0–50 μm: <1 μm
0–50 μm: <1 μm
50–1000 μm: <%2
1000–2000 μm: <%3
Repeatability precision (based on Fischer standards)



Fe:
0–50 μm: <0,25 μm
50–2000 μm: <%0,5
NFe:
0–100 μm: <0,5 μm
100–2000 μm: <%0,5
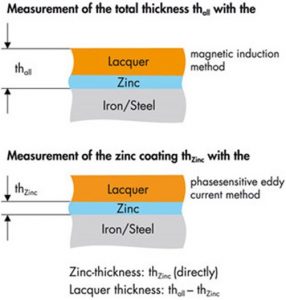
In addition to repeatable simple measurements, coating thickness of various complex shapes, hard-to-reach areas, and multi-layer coatings can be measured using appropriate probes. With the duplex measurement using both the phase sensitive eddy current and the magnetic induction test methods, thickness of multi-layer coatings can be measured in one-step (duplex measurement). For example, hot dip galvanized coatings without pronounced zinc-iron diffusion zone under a paint layer; thickness values of paint layer and zinc coatings can be measured in one-step and displayed separately.
STANDARDS
EN ISO 1460 (2001): Metallic Coatings-Hot Dip Galvanized Coatings on Ferrous Materials-Gravimetric Determination of the Mass Per Unit Area
EN ISO 1461 (2011): Hot dip galvanized coatings on fabricated iron and steel articles – specification and test methods
EN ISO 2064 (2001): Metallic and other inorganic coatings- Definitions and conventions concerning the measurement of thickness.
EN ISO 2178 (2016): Non-magnetic coatings on magnetic substrates – Measurement of coating thickness – Magnetic method (ISO 2178:2016)
EN ISO 2360 (2017): Non-conductive coatings on non-magnetic electrically conductive base metals – Measurement of coating thickness – Amplitude-sensitive eddy-current method
EN ISO 2361 (1996): Electrodeposited nickel coatings on magnetic and non-magnetic substrates-Measurement of coating thickness-Magnetic method
EN ISO 3882 (2006): Metallic and other inorganic coatings – Review of methods of measurement of thickness
EN 10318 (2006): Determination of thickness and chemical composition of zinc- and aluminium- based metallic coatings – Routine method
EN ISO 21968 (2019): Non-magnetic metallic coatings on metallic and non-metallic basis materials – Measurement of coating thickness – Phase-sensitive eddy-current method
EN ISO BS 2808 (2019): Paints and varnishes – Determination of film thickness
ISO 19840 (2012): Paints and varnishes — Corrosion protection of steel structures by protective paint systems — Measurement of, and acceptance criteria for, the thickness of dry films on rough surfaces
ASTM B499 – 09 (2014): Standard Test Method for Measurement of Coating Thicknesses by the Magnetic Method: Nonmagnetic Coatings on Magnetic Basis Metals
ASTM D7091 – 13: Standard Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied to Non-Ferrous Metals
ASTM E376 – 19: Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy Current (Electromagnetic) Testing Methods
SSPC-PA 2: The Society for Protective Coatings-Paint Application Standard No. 2, Procedure for Determining Conformance to Dry Coating Thickness Requirements