In terms of surface profile, surface roughness is a measure of micro-deviations below and above Center Line Average (CLA). It is a sensitive quality criterion, affecting surface contact area, contact pressure, friction coefficient, machine performance etc. In complex machine systems, it affects. After machining, it is evaluated according to usage of the part.
Equilibrium roughness: Applied roughness that appears under steady-state friction conditions.
Some industrial applications where surface roughness is important:
 Machining applications,
Machining applications,- Friction and rolling bearings,
- Sealing surfaces (tight-fit),
- Abrasion, erosion, wearing,
- Injection / extrusion mold surfaces,
- Painting and surface coating (interfacial adhesion),
- Fatigue life,
- Corrosion resistance,
- Electrical and thermal contact,
- Optical and decorative applications (reflection-brightness, absorption-opacity).
Regardless of the material used and the surface treatment method (turning, milling, grinding etc.), surface roughness is almost inevitable. During production of standard products, it is necessary to ensure surface roughness and quality, while machining the products within the tolerances given in the manufacturing drawings.
Some factors that increase the surface roughness in machining:

 Structure of the processed material,
Structure of the processed material,- Unsuitable design of cutting tools, insufficient cutting capacity, blinding,
- Loosely bonding of the machined material and cutting tools,
- Insufficient rigidity in machine tools,
- Low machining speed,
- High diving depth,
- Coolant type,
- Environmental effects.
MEASUREMENT OF SURFACE ROUGHNESS
Qualitative and quantitative evaluations of surface roughness
In qualitative evaluations, comparisons are made by applying methods such as visual inspection, touching and microscopic examination.
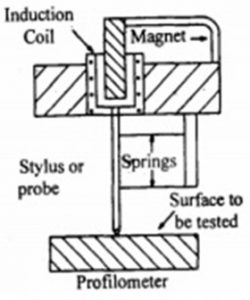
 In quantitative evaluations, devices that can measure numerically and in a short time are used. Inductive profilometers that make contact measurement are commonly used. This device consists of a horizontal moving head with a diamond stylus, an induction coil that converts the vertical movements of the stylus into an electrical signal, a signal amplifier and a processor that converts these signals into surface roughness values. While the head of the device is being run parallel to the measured surface, the stylus is moved vertically due by roughness, so the surface roughness is measured.
In quantitative evaluations, devices that can measure numerically and in a short time are used. Inductive profilometers that make contact measurement are commonly used. This device consists of a horizontal moving head with a diamond stylus, an induction coil that converts the vertical movements of the stylus into an electrical signal, a signal amplifier and a processor that converts these signals into surface roughness values. While the head of the device is being run parallel to the measured surface, the stylus is moved vertically due by roughness, so the surface roughness is measured.
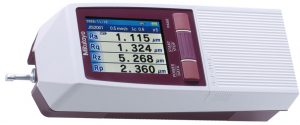
MEASUREMENT OF SURFACE ROUGHNESS WITH A PROFILOMETER
Surface roughness measurements can be made precisely with Mituyoto’s portable Surftest SJ-210 (R2µm; 0.75mN) model inductive profilometer device.
Some technical features of Surftest SJ-210 profilometer device (TS 2495 EN ISO 3274):
Stylus profile, tip radius and angle: 2 µm, 60°,


Measuring range (Z–axis, vertical): 360 μm (–200 μm … +160 μm)
Measuring range (X–axis, horizontal): 16 mm
Roughness evaluation parameters: Ra, Rc, Ry, Rz, Rt, Rmax, Rp, Rv, R3z, Rsk, RPc, Rsm, Rz1max, S, HSC, RzJIS, Rppi, RΔa, RΔq, RLr, Rmr, Rmr(c), Rδc, Rk, Rpk, Rvk, Mr1, Mr2, A1, A2, Vo, Rpm, tp, Htp, R, Rx, AR, Rku, Rc
ROUGHNESS EVALUATION PARAMETERS
In addition to measuring surface roughness with high precision devices according to standards, it is great importance which roughness evaluation parameter (Ra, Rq, Rz, Rp etc.) will be evaluated considering.
Ra: Roughness Average
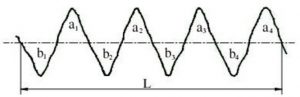
 It is the sum of the areas below and above the Center Average Line (CLA) divided by the measurement distance.
It is the sum of the areas below and above the Center Average Line (CLA) divided by the measurement distance.

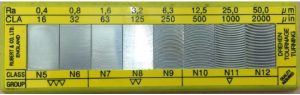
Ra values are classified in a range of 0,025-50 μm and symbolized by N in accordance to EN ISO 3274 standard. Surface roughness decreases with decreasing Ra values.
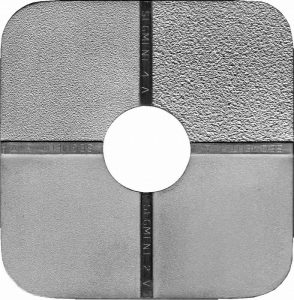
Surface comparator plates:
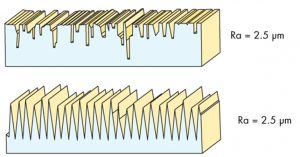
However, Ra does not reveal the difference between peaks and valleys since it does not contain standard deviation. Surfaces with different profiles can have the same Ra value.
Rz: Mean roughness depth
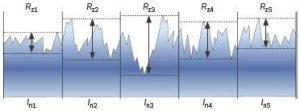
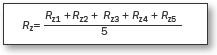 The average distance between the highest peak and lowest valley over several sampling lengths.
The average distance between the highest peak and lowest valley over several sampling lengths.
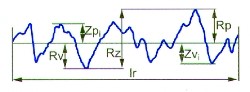 Rp: Maximum profile peak height
Rp: Maximum profile peak height
Rv: Maximum profile valley depth
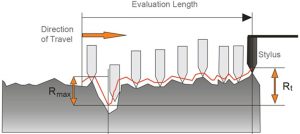
Rt: Total height of roughness profile
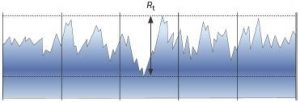 Distance between the highest peak and the lowest valley over the evaluation length (Rt=Rp+Rv).
Distance between the highest peak and the lowest valley over the evaluation length (Rt=Rp+Rv).
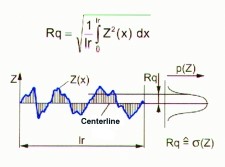
Rq: Quadratic mean deviation of roughness profile
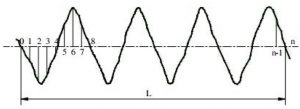
 It is the geometric mean of deviations from Center Line Average (CLA). It is statistically more meaningful than Ra criterion because it expresses the standard deviation.
It is the geometric mean of deviations from Center Line Average (CLA). It is statistically more meaningful than Ra criterion because it expresses the standard deviation.