



 Bir malzeme yüzeyi üzerine başka bir malzemenin eklenmesi veya çöktürülmesidir. Böylece, alt (esas) malzeme ile kaplama malzemesinin belli özellikleri ekonomik olarak bir araya getirilerek istenen özelliklerde farklı bir ürün üretilir.
Bir malzeme yüzeyi üzerine başka bir malzemenin eklenmesi veya çöktürülmesidir. Böylece, alt (esas) malzeme ile kaplama malzemesinin belli özellikleri ekonomik olarak bir araya getirilerek istenen özelliklerde farklı bir ürün üretilir.
Kaplama işlemlerinin endüstriyel uygulama amaçları:
- Korozyondan korunmak (ürünlerin servis süresini uzatmak),
- Yüzey sertliğini arttırarak aşınmaya karşı tribolojik dayanımı arttırmak (ürünlerin servis süresini uzatmak),
 İletkenliği arttırmak (elektrik–elektronik endüstrisi),
İletkenliği arttırmak (elektrik–elektronik endüstrisi),- Optik özellikleri (matlık, parlaklık, yansıtma, soğurma vs.) değiştirmek,
- Dekoratif görünüm (renklendirme, matlık, parlaklık) sağlamak.
Kaplama işlemlerinin sınıflandırılması (uygulama şekline göre):
- Sıvı veya yarı–sıvı halden yapılan kaplamalar: Sıcak daldırma, ısıl püskürtme (termal sprey), kaynak vs. yöntemleri,
- Çözeltiden gerçekleştirilen kaplamalar: Elektro–kimyasal (elektrolitik) kaplama, kimyasal redüksiyon ile kaplama, akımsız (kimyasal) kaplama, sol jel metodu (kaplama kalınlığı genellikle 15–25 μm arasındadır)
- Gaz halinde yapılan kaplamalar: Kimyasal buhar biriktirme yöntemi (CVD), fiziksel buhar biriktirme yöntemi (PVD) ve plazma destekli diğer kaplamalar.
KAPLAMA TÜRLERİ:
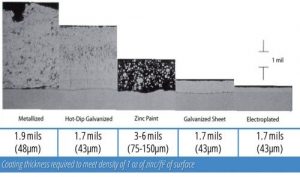
Çinko Kaplama: Metalleri korozyondan korumak amacıyla uygulanan esnek bir kaplamadır. Çinko kaplama yöntemleri metalizasyon (metallized), sıcak daldırma galvanizleme (hot–dip galvanized), çinko boyama (zinc paint), elektrolizle kaplama (electro–plated) olarak sayılabilir. Çelik üzerine sıcak daldırma yöntemiyle çinko kaplanması (galvanizleme) yöntemi yaygın kullanılan uygulamalardan biridir.
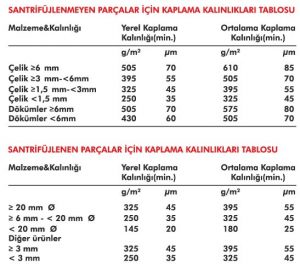
Kaplama kalınlığının olması gereken
değeri alt (esas) malzemenin et–kalınlığına göre belirlenir. Bilim, Sanayi ve Teknoloji Bakanlığı’nın 31.12.2011 tarih ve 28159 sayılı Resmî Gazete’de yayımlanan “Demir ve Çelikten İmal Edilmiş Malzemeler Üzerine Sıcak Daldırmayla Yapılan Galvaniz Kaplamalar ile İlgili Tebliğ” hükümlerine göre, üreticiler ve satıcılar ürünlerin kaplama kalınlıklarının TS 914 EN ISO 1461 standardında verilen değerlerle uygunluğunu doğrulamakla yükümlüdür.
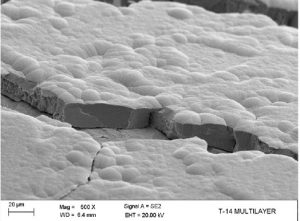
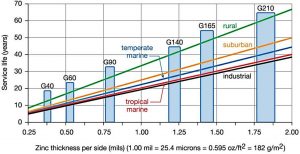
Kaplamanın servis süresi kaplama kalınlığı ile doğru orantılıdır. Bununla birlikte, kaplama kalınlığı belli değerlerin üzerine çıktığında kaplama bağlılığı zayıflar ve kaplamanın dökülmesi riski ortaya çıkabilir. 25–30 μm kalınlığındaki çinko kaplamanın kırsal ortamda 11 yıl, sahilde 8 yıl, endüstriyel ortamda 4 yıl dayanır.
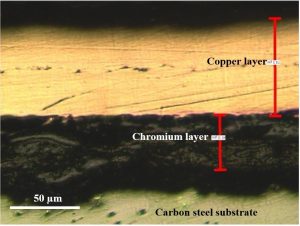
Nikel/Krom Kaplama: Parlak krom kaplama, siyah krom kaplama ve sert krom kaplama. Korozyondan korunma, aşınma ve yüksek sıcaklık dayanımı ve dekoratif özellik sağlamak için krom kaplı çelik üzerine nikel kaplanır (parlak krom kaplama). Etkili bir aşınma dayanımı için buradaki sert bir krom tabakasının en az 13 μm olması gerekir. Sert krom kaplaması ise korozyona, kimyasallara, yüksek ısıya, aşınmaya karşı yüksek dayanıklılık gerektiren ölçü mastarları, segmanlar, tahrik milleri, hidrolik silindirler, dişliler, pimler, valfler çeşitli kalıp ve baskı levhaları gibi makine elemanlarının yüzeylerine uygulanır.
Kalay Kaplama: Sünek ve kaplaması kolaydır. Korozyon dayanımı sağlar. Toksik değildir. Konservelerin, bakır mutfak eşyalarının, elektronik cihaz şasilerinin kaplanmasında kullanılır.
Fosfat Kaplama: Çelik ve dökme demir üzerine uygulanır. Demir fosfat ve çinko fosfat kaplamalar astarlama için, mangan fosfat kaplama ise korozyon direncini, yüksek basınç ve sıcaklık dayanımı artırmak ve kaydırıcı özellik kazandırmak için kullanılır. Mangan fosfat kaplama koruyucu yağı bünyesine alarak yüzeyi kayganlaştırır ve aşınmaları engeller. Silah, otomotiv, dişli ve makine sanayinde kullanımı oldukça yaygındır.
Alüminyum Kaplama: Korozyonu azaltmak amacıyla sıcak daldırma ve sıcak püskürtme yöntemleriyle uygulanır. Sıcak püskürtme ile uygulanan alüminyum kaplamaların ortalama kalınlığı 75–200 μm arasındadır. Gaz türbinmi kanatlarının yüksek sıcaklıklarda oksitlenmesini önler. Petrol rafinerilerindeki kükürtlü ortamda iyi bir korozyon direnci gösterir.


 Eloksal: Anodizasyon, anodik oksidasyon.
Eloksal: Anodizasyon, anodik oksidasyon.
Alüminyum yüzeyinin oksitlenerek renklendirilmesidir. Alüminyumun yüzeyindeki doğal oksit tabakasının kalınlığı <1 μm iken, eloksal işlemi ile bu kalınlık 10–250 μm kadar arttırılır. Boya emici özellikteki bu tabaka renklendirilerek dekoratif görüntü sağlanır. Alüminyum ürünlerin korozyon, yüksek sıcaklık ve aşınma dayanımı arttırılır.
 Bakır Kaplama: Elektriksel iletkenliği arttırmak, korozyonu önlemek, anti–bakteriyel özellik kazandırmak, dekoratif görünüm sağlamak amacıyla uygulanır.
Bakır Kaplama: Elektriksel iletkenliği arttırmak, korozyonu önlemek, anti–bakteriyel özellik kazandırmak, dekoratif görünüm sağlamak amacıyla uygulanır.
Pirinç Kaplama: Korozyon direncini artırmak ve dekoratif güzellik sağlamak amacıyla uygulanır.
Kurşun Kaplama: Kimyasal maddelere ve korozyona karşı direnci arttırır. Sıcak daldırma, püskürtme ve elektrolitik çökeltme yöntemleriyle uygulanırlar. Çatı kaplamalarında, asit veya petrol tanklarının kaplanmasında kullanılır.
Değerli Metal Kaplama: Altın ve gümüş gibi değerli metallerden oluşan kaplamalar ürünlerin daha değerli gösterir, dekoratif görünüm sağlar, korozyon direncini ve iletkenliği arttırır.
Boyalar: Metal yüzeyini çevreden yalıtarak koruyan ve dekoratif güzellik sağlayan genellikle organik malzemelerdir. Uygulama kolaylığı ve ekonomik olması nedeniyle yaygın şekilde kullanılmaktadır.
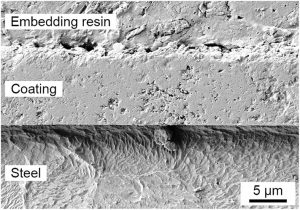
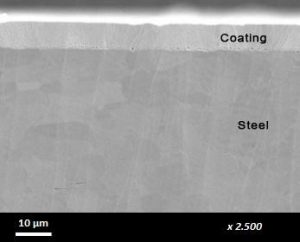
KAPLAMA KALINLIĞI ÖLÇÜMÜ


 Kaplama kalınlığı değeri kaplama kalitesinin önemli unsurlarından biridir. Bu ölçüm sayesinde kaplanmış ürünlerin korozyona, kimyasallara, mekanik aşındırıcılara karşı servis ömrü belirlenebilir, elektriksel ve ısıl iletkenliği değerlendirilebilir. Böylece, yanlış malzeme kullanılması önlenebilir ve değiştirilmesi gereken ürünler tespit edilebilir.
Kaplama kalınlığı değeri kaplama kalitesinin önemli unsurlarından biridir. Bu ölçüm sayesinde kaplanmış ürünlerin korozyona, kimyasallara, mekanik aşındırıcılara karşı servis ömrü belirlenebilir, elektriksel ve ısıl iletkenliği değerlendirilebilir. Böylece, yanlış malzeme kullanılması önlenebilir ve değiştirilmesi gereken ürünler tespit edilebilir.


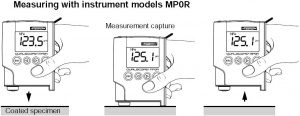
Bunun yanında, 31.12.2011/28159 sayılı tebliğ gereğince, üreticiler ve satıcılar ürünlerin kaplama kalınlıklarının TS 914 EN ISO 1461 standardında verilen değerlerle uygunluğunu doğrulamakla yükümlüdür. Fischer’in DUALSCOPE(R) MP0R–FP model portatif ölçüm cihazı ile metalik (dökme demir, çelik, demir–dışı metaller) ürünler üzerindeki metalik kaplamaların, eloksal, boya, vernik tabakalarının kalınlıkları tahribatsız ve güvenilir olarak doğrudan, kolayca ve kısa sürede ölçülebilir.
Bu cihaz alt (esas) malzemeyi otomatik olarak tanır ve uygun test yöntemini seçerek kaplama kalınlığını ölçer:
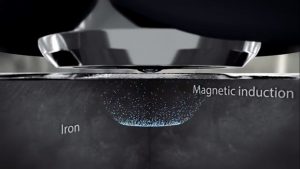
Ferro–manyetik alt malzemeler (Fe) için manyetik indüksiyon yöntemi (TS EN ISO 2178, ASTM D7091);
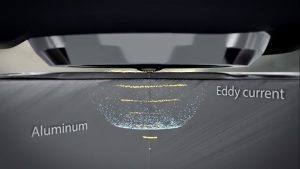
Ferro–manyetik olmayan alt malzemeler (NF) için girdap akımı yöntemi (TS EN ISO 2360, ASTM D7091).
Kaplama kalınlığı ölçüm aralığı (mm): 0 … 2000 μm.
Ölçüm hızı: >70 ölçüm/dakika.
Çalışma ortam sıcaklığı aralığı: 0°C … +40°C
Malzeme türü: Iso/Fe + NFe/Fe + Iso/NFe
Iso/Fe: Fe üzerine Iso kaplama

Iso/NFe: NF üzerine Iso kaplama
NFe/Fe: Fe üzerine NF kaplama
Fe: Ferromanyetik metaller (dökme demir, çelik).
NFe: Ferromanyetik olmayan metaller (alüminyum, bakır, çinko).
Iso: Yalıtkan malzeme (boya, vernik, plastik kaplamalar).


Doğruluk hassasiyeti:
Ferromanyetik alt (esas) malzemeler için
0–75 μm aralığında <1,5 μm
75–1000 μm aralığında <%2
1000–2000 μm aralığında <%3
Ferromanyetik olmayan alt (esas) malzemeler için



0–50 μm aralığında <1 μm
50–1000 μm aralığında <%2
1000–2000 μm aralığında <%3
Tekrar edilebilme hassasiyeti:



Ferromanyetik alt (esas) malzemeler için
0–50 μm aralığında <0,25 μm
50–2000 μm aralığında <%0,5
Ferromanyetik olmayan alt (esas) malzemeler için
0–100 μm aralığında <0,5 μm
100–2000 μm aralığında <%0,5
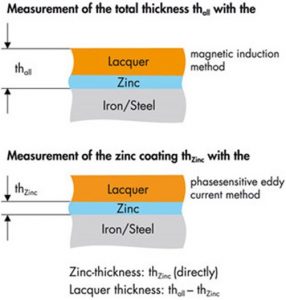
Tekrarlanabilir basit ölçümlerin yanında, çeşitli kompleks şekillerdeki parçaların, ulaşılması zor bölgelerin, çok katmanlı kaplamaların kalınlıkları uygun problar kullanılarak ölçülebilmektedir. Hem faza duyarlı girdap akımı hem de manyetik indüksiyon test yöntemleri kullanılarak yapılan dubleks ölçümü ile çok katmanlı kaplamaların kalınlığı tek adımda ölçülebilir (dubleks ölçümü). Örneğin, bir boya tabakası altındaki belirgin çinko-demir difüzyon bölgesi olmayan sıcak daldırma galvanizli kaplamalar; boya tabakası ve çinko kaplamaların kalınlık değerleri tek adımda ölçülebilir ve ayrı ayrı belirlenebilir.
STANDARTLAR
TS EN ISO 1460 (2001): Metalik kaplamalar-Demir esaslı malzemeler üzerine sıcak daldırma galvaniz kaplamalar-Birim alandaki kütlenin gravimetrik tayini
TS EN ISO 1461 (2011): Demir ve çelikten imal edilmiş malzemeler üzerine sıcak daldırmayla yapılan galvaniz kaplamalar- Özellikler ve deney metotları
TS 1729 EN ISO 2064 (2001): Metalik ve diğer organik kaplamalar- Kalınlık ölçümüne dair tarifler ve kurallar
TS EN ISO 2178 (2016): Manyetik metaller üzerindeki manyetik olmayan kaplamalar- Kaplama kalınlıklarının ölçülmesi- Manyetik yöntem
TS EN ISO 2360 (2017): Manyetik olmayan, iletken ana malzemeler üzerindeki yalıtkan kaplamalar- Kaplama kalınlığının ölçülmesi – Genliğe duyarlı girdap akım yöntemi
TS EN ISO 2361 (1996): Manyetik ve manyetik olmayan alt tabakaların üzerinde elektrolitik birikimli nikel kaplamalar-Kaplama kalınlığı tayini ölçümü-Manyetik metot
TS EN ISO 3882 (2006): Metalik ve diğer inorganik kaplamalar- kalınlık ölçme yöntemlerinin karşılaştırılması
TS EN 10318 (2006): Çinko ve alüminyum esaslı metalik kaplamaların kalınlık ve kimyasal bileşim tayini- Rutin metot
TS EN ISO 21968 (2019): Metalik ve metalik olmayan esas malzemeler üzerindeki manyetik olmayan metalik kaplamalar- Kaplama kalınlığının ölçümü- Faz duyarlı eddy akımı metodu
TS EN ISO BS 2808 (2019): Boyalar ve vernikler- Film kalınlığı tayini
ISO 19840 (2012): Boyalar ve vernikler- Film kalınlığı tayini- Çelik yapıların koruyucu boya sistemleri ile korozyona karşı korunması- Pürüzlü yüzeylerdeki kuru filmlerin kalınlığının ölçülmesi ve kabul kriterleri
ASTM B499 – 09 (2014): Kaplama Kalınlıklarının Manyetik Yöntemle Ölçülmesi için Standart Test Yöntemi: Manyetik Esaslı Metallerde Manyetik Olmayan Kaplamalar Standard Test Method for Measurement of Coating Thicknesses by the Magnetic Method: Nonmagnetic Coatings on Magnetic Basis Metals
ASTM D7091 – 13: Demir–Dışı Metallere Uygulanan Manyetik Olmayan Kaplamaların ve Demir Dışı Metallere Uygulanan Manyetik Olmayan, İletken Olmayan Kaplamaların Kuru Film Kalınlığının Tahribatsız Ölçümü için Standart Uygulama
ASTM E376 – 19: Manyetik Alan veya Girdap Akımı (Elektromanyetik) Test Yöntemleri ile Kaplama Kalınlığının Ölçülmesi için Standart Uygulama
SSPC-PA 2: Koruyucu Kaplamalar Derneği-Boya Uygulama Standardı No. 2, Kuru Kaplama Kalınlığı Gereksinimlerine Uygunluğu Belirleme Prosedürü