



Yüzey profili bakımından, merkez ortalama çizgisinin (CLA: Centre Line Average) altında ve üstündeki mikro–sapmaların bir ölçütüdür. Yüzey temas alanını, temas basıncını, sürtünme katsayısını, makine performansını vs. etkileyen hassas bir kalite ölçütüdür. Özellikle talaşlı imalat sonrasında, parçanın kullanım yerine göre değerlendirilir.
Denge pürüzlülüğü: Kararlı durumdaki sürtünme koşullarında görünen uygulamalı pürüzlülük.
Yüzey pürüzlüğünün önemli olduğu bazı endüstriyel uygulamalar:
 Talaşlı imalat uygulamaları,
Talaşlı imalat uygulamaları,- Sürtünmeli ve yuvarlanmalı yataklar,
- Sızdırmazlık yüzeyleri (sıkı–geçme),
- Aşınma/aşındırma,
- Enjeksiyon/ekstrüzyon kalıp yüzeyleri,
- Boyama ve yüzey kaplama (ara–yüzey adezyonu),
- Yorulma ömrü,
- Korozyon dayanımı,
- Elektriksel ve ısıl temas,
- Optik ve dekoratif uygulamalar (yansıtma–parlaklık, soğurma–matlık).
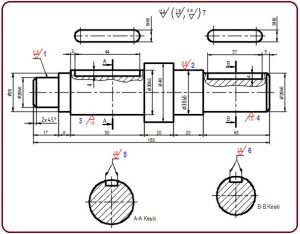
Kullanılan malzeme ve yüzey işleme yöntemi ne olursa olsun (tornalama, frezeleme, taşlama vb.), yüzey pürüzlülüğünün meydana gelmesi neredeyse kaçınılmazdır. Standart ürünlerin üretiminde, imalat resimlerinde verilen toleranslar dahilinde ürünler şekillendirilirken, yüzey pürüzlülüğünün/kalitesinin de sağlanması gerekir.
Talaşlı imalatta yüzey pürüzlülüğünü arttıran bazı faktörler:

 İşlenen malzemenin yapısı,
İşlenen malzemenin yapısı,- Kesici takımların yanlış tasarımı, yetersiz kesme kapasitesi, körelmesi,
- İşlenen malzemenin ve kesici takımların gevşek bağlanması,
- Takım tezgahlarının yeterince rijit olmaması,
- İşleme/kesme hızı yavaşlığı,
- Dalma derinliği fazla olması,
- Soğutma sıvısı kullanımı,
- Çevrenin etkisi.
YÜZEY PÜRÜZLÜLÜK ÖLÇÜMÜ
Yüzey pürüzlülüğü/kalitesinin nitel ve nicel/sayısal olarak değerlendirilmesi
Nitel değerlendirmelerde, gözle, dokunma ile, mikroskopla muayene gibi yöntemler uygulanarak karşılaştırma yapılır.
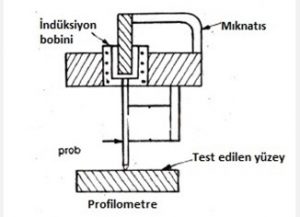
Nicel değerlendirmelerde ise yeterli doğrulukla, mikron mertebesinde ve kısa sürede sayısal ölçüm yapabilen cihazlar kullanılır. Temaslı ölçüm yapan indüktif profilometre cihazları yaygın olarak kullanılır. Bu cihaz elmas bir iğnenin bulunduğu yatay hareketli bir kafa, iğnenin düşey hareketlerini elektrik sinyaline dönüştüren bir indüksiyon bobini, bir sinyal yükseltici ve bu sinyalleri yüzey pürüzlülük değerlerine dönüştürerek kaydeden bir işlemcinden oluşmaktadır. Cihazın kafa kısmı pürüzlülüğü ölçülen yüzeye paralel olarak ilerlerken, iğne de pürüzlülükler sebebiyle düşey olarak hareket ederek yüzey pürüzlülüğü ölçülür.
PROFİLOMETRE İLE YÜZEY PÜRÜZLÜLÜK ÖLÇÜMÜ
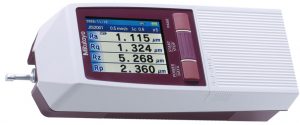
Mituyoto’nun portatif Surftest SJ-210 (R2µm; 0.75mN) model indüktif profilometre cihazı ile hassas olarak yüzey pürüzlülük ölçümleri yapılabilmektedir.
Surftest SJ-210 profilometre cihazının bazı teknik özellikleri (TS 2495 EN ISO 3274):


Elmas iğne (stylus) ucu yarıçapı 2 µm,
Elmas iğne (stylus) ucu açısı: 60°,
Pürüzlülük ölçüm aralığı (Z–ekseni, dikey): 360 μm (–200 μm … +160 μm)
Pürüzlülük ölçüm aralığı (X–ekseni, yatay): 16 mm
Pürüzlülük değerlendirme parametreleri: Ra, Rc, Ry, Rz, Rt, Rmax, Rp, Rv, R3z, Rsk, RPc, Rsm, Rz1max, S, HSC, RzJIS, Rppi, RΔa, RΔq, RLr, Rmr, Rmr(c), Rδc, Rk, Rpk, Rvk, Mr1, Mr2, A1, A2, Vo, Rpm, tp, Htp, R, Rx, AR, Rku, Rc
PÜRÜZLÜLÜK DEĞERLENDİRME PARAMETRELERİ
Hassas cihazlarla pürüzlülük ölçümünün standart olarak doğru yapılmasının yanında, hangi pürüzlülük değerlendirme parametresinin (Ra, Rq, Rz, Rp vs.) dikkate alınarak değerlendirileceği de büyük önem taşır.
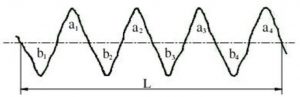
Ra: Yüzey pürüzlülüğünün aritmetik ortalaması (ortalama pürüzlülük değeri)
Merkez ortalama çizgisinin (CLA: Centre Line Average) altında ve üzerinde kalan alanların toplamının ölçüm mesafesine bölümüdür. Bu çizginin üstünde ve altında kalan alanların toplamı birbirine eşittir.

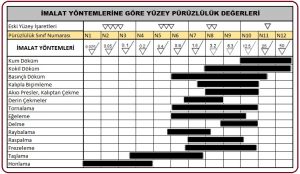
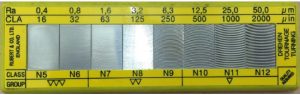
Ra değerleri TS 2495 EN ISO 3274 standardına göre 0,025–50 mm arasında sınıflandırılmış ve N ile simgelenmiştir. Bu değer azaldıkça yüzey pürüzlülüğü de azalır (0,02 μm = ayna parlaklığı).
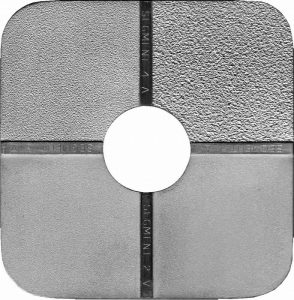
Pürüzlülük karşılaştırma plakaları:
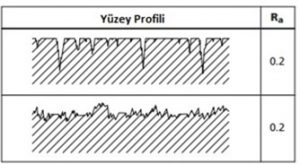
Bununla birlikte, Ra ölçütü standart sapma değeri içermediği için tepeler ve vadiler arasındaki farkı göstermez. Birbirinden farklı profillere sahip yüzeyler aynı Ra değerine sahip olabilir.
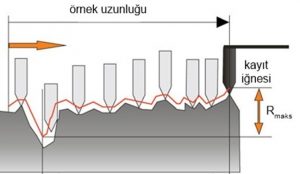
Rz: Maksimum pürüz yüksekliğinin ortalaması
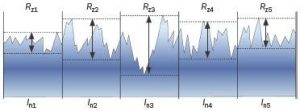
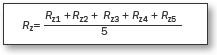 Ardışık beş aralıktaki (lni) maksimum profil yüksekliklerinin (Rzi) ortalamasıdır. Yüksek tepeleri ve derin çukurları daha iyi ifade edebildiğinden dolayı Ra’dan daha hassastır.
Ardışık beş aralıktaki (lni) maksimum profil yüksekliklerinin (Rzi) ortalamasıdır. Yüksek tepeleri ve derin çukurları daha iyi ifade edebildiğinden dolayı Ra’dan daha hassastır.
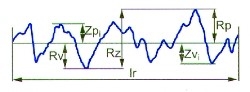
Rp: Merkez ortalama çizgisine göre maksimum tepe yüksekliği
Rv: Merkez ortalama çizgisine göre maksimum vadi derinliği.
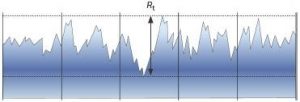 Rt: Profilin en yüksek ve en düşük noktaları arasındaki dikey mesafedir (Rt=Rp+Rv).
Rt: Profilin en yüksek ve en düşük noktaları arasındaki dikey mesafedir (Rt=Rp+Rv).
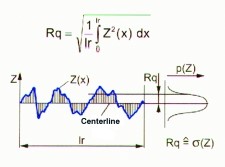
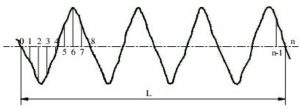
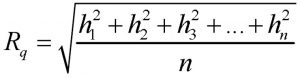
Rq: Kuadratik Ortalama Pürüzlülük
Merkez ortalama çizgisinden (CLA: Centre Line Average) sapmaların geometrik ortalamasıdır. Tepelere ve vadilere karşı daha hassastır. Standart sapmayı ifade ettiği için istatistik olarak Ra ölçütünden daha anlamlıdır.
STANDARTLAR:
TS 2495 EN ISO 3274 (2005): Geometrik mamul özellikleri (gmö)- Yüzey yapısı: Profil metodu- Temas uçlu (iğneli) ölçme cihazlarının anma karakteristikleri.
TS 6212 EN ISO 4288 (1999): Mamulün geometrik özellikleri (gps)- Yüzey yapısı: Profil metodu- Yüzey yapısının değerlendirilmesi için kurallar ve işlemler.
TS 6956 EN ISO 4287 (2004): Geometrik mamul özellikleri (gmö)- Yüzey yapısı: Profil metodu- Terimler, tarifler ve yüzey yapısı parametreleri.
TS EN 10049 (2014): Metal düz mamuller üzerinde pürüzlülük ortalaması Ra’nın ve tepe sayısı RPc’nin ölçülmesi.
TS EN ISO 12085 (2003): Geometrik mamul özellikleri (gmö)-Yüzey yapısı: Profil metodu-Motif parametreleri.
TS EN ISO 13565-1 (2003): Geometrik mamul özellikleri (gmö)-Yüzey yapısı: Profil metodu-Tabakalı, fonksiyonel özelliklere sahip yüzeyler-Bölüm 1: Filtreleme ve genel ölçme şartlar.
TS EN ISO 13565-2 (2003): Geometrik mamul özellikleri (gmö)-Yüzey yapısı: Profil metodu-Tabakalı, fonksiyonel özelliklere sahip yüzeyler-Bölüm 2: Doğrusal malzeme oranı eğrisini kullanarak yükseklik karakterlerinin belirlenmesi.
TS EN ISO 13565-3 (2003): Geometrik mamul özellikleri (gmö)- Yüzey yapısı: Profil metodu: Tabanlı fonksiyonel özelliklere sahip yüzeyler-Bölüm 3: Malzeme olasılık eğrisi kullanarak pürüzlülük özelliğinin belirlenmesi.
TS EN ISO 16610-21 (2013): Geometrik ürün tanımları (GPS)- Filtreleme -Bölüm 21: Doğrusal profil filtreler: Gauss filtreleri.
TS 2040 EN ISO 1302 (2005): Geometrik mamul özellikleri (gmö)- Teknik mamul dokümantasyonunda yüzey durumlarının gösterilişi.